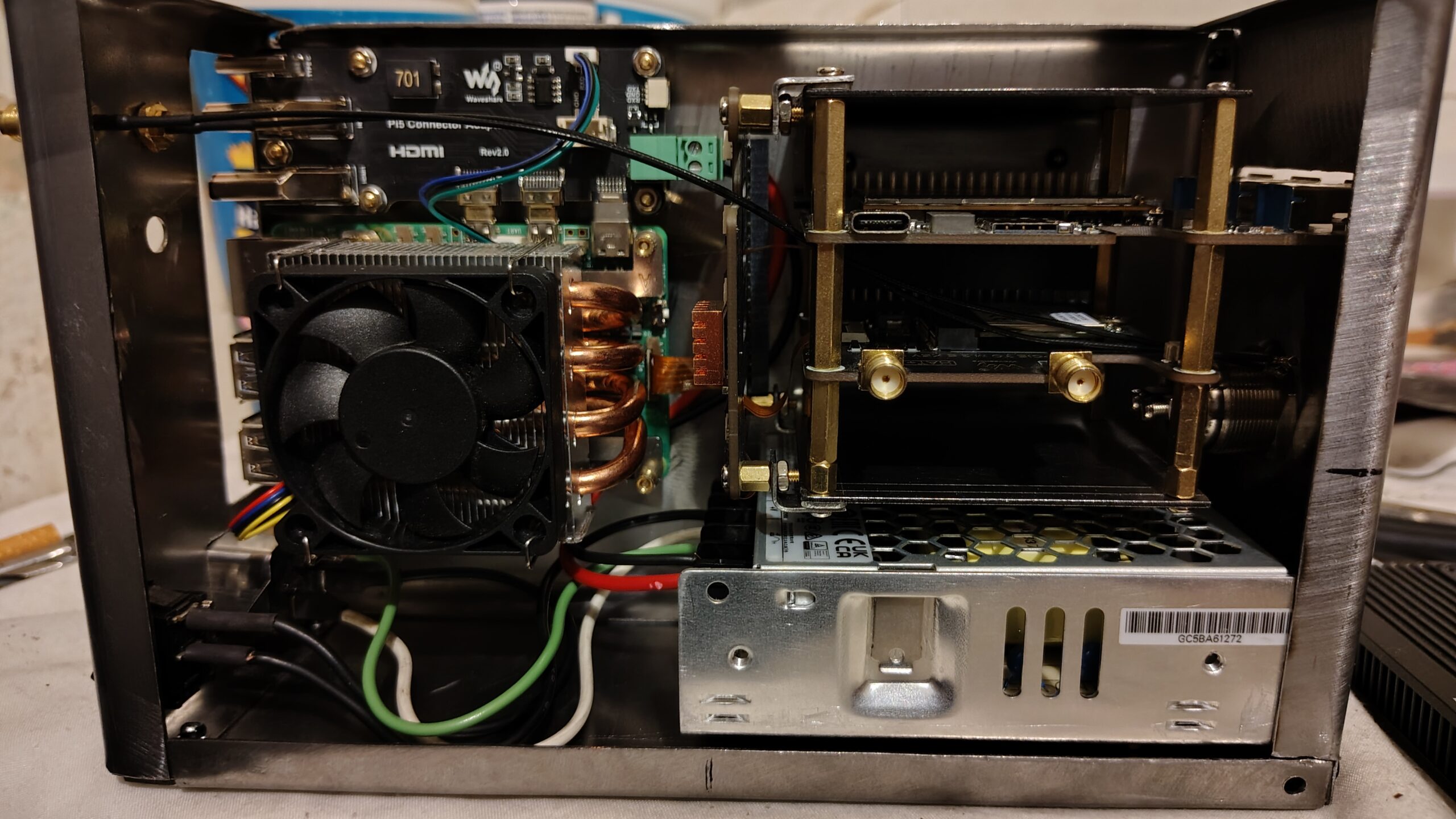
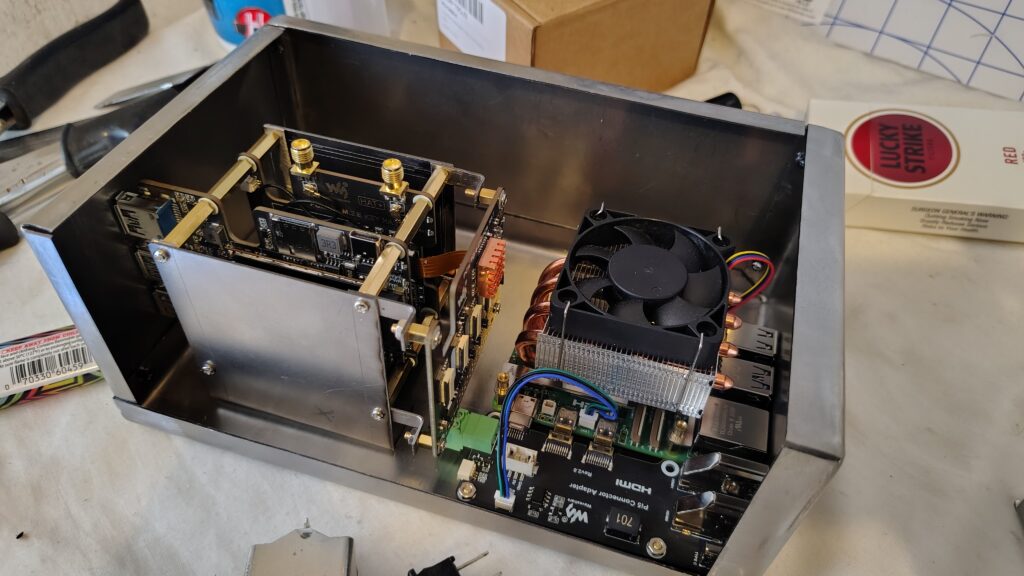
I recently needed a sheet metal brake to bend small pieces of 20-gauge sheet metal for a computer case I’m fabricating for a Raspberry Pi project. Rather than paying someone else to do the work, I decided to build my own miniature benchtop sheet metal brake. It works perfectly.
Using only a drill, grinder, tape measure, speed square, and marker, I designed, fabricated, and assembled the entire brake in less than two hours — with no welding required. The tool is made from 3/16-inch thick, 3-inch flat strap, 3/16-inch thick plate steel, a set of heavy-duty door hinges, and sixteen 1/4″ × 1″ bolts with Nylock nuts.
Because this brake is designed for light-duty use, it is not suitable for material thicker than 20-gauge cold-rolled sheet metal. Several improvements could be made to strengthen it for heavier materials. For example, I skipped creating a dedicated die mounting mechanism and simply use clamps. This could be upgraded with a cam-lock system that raises and lowers the die with a lever. Adding a brace would help prevent distortion on thicker stock, and the die could be made from 3/8-inch or 1/2-inch plate steel instead of 3/16-inch. It would also benefit greatly from dies made of high-carbon tool steel. Still, for my current needs, it is perfect.

After a few test bends, I achieved a reasonably clean result. While the bend radius isn’t as sharp as I’d like, it works well for my purposes. I plan to make further improvements to this tool to produce tighter bends.
One major advantage of this small brake is its ability to use narrower dies, allowing it to function similarly to a finger brake. Because the die is only 3/16-inch thick, I can create near-perfect boxes. One limitation, however, is that the edge of the 3/16-inch die only permits clean bends up to 90° before the material begins to wrap around the edge. A beveled edge on the die would likely be needed for clean bends sharper than 90°, such as 45°.
All in all, I’m very satisfied with how this homemade benchtop sheet metal brake turned out.First attempt at bending 20-gauge sheet metal. The bends were not sharp enough, so I had to readjust the die position.